Авторитетность издания
Добавить в закладки
Следующий номер на сайте

Построение параметризованной 3D-модели рабочей зоны шнека экструдера
Аннотация:Экструзия является широко распространенным способом переработки материалов в различных отраслях промышленности. При этом конструкция шнека в значительной мере определяет качество экструдата и эффективность самого процесса его получения. В данной статье рассмотрены основные существующие перспективные подходы к определению оптимальных геометрических параметров шнеков. Предложена концепция системы автоматизированного проектирования, базирующаяся на использовании предварительно построенных параметризованных моделей шнеков. Их геометрия определяется переменными, которые могут варьироваться в широких пределах. Такой подход позволяет использовать прикладные программы аналитического определения важнейших геометрических характеристик шнека, обеспечивать быструю генерацию 3D-модели и проверку методом конечных элементов с одновременной оптимизацией параметров. Рассмотрено построение в Компас-3D параметризованной рабочей зоны шнека, включающей основной гребень переменного шага, барьерный гребень, а также зону основной и барьерной нарезки. Дана оценка основных методов построения сложных геометрических поверхностей в Компас-3D с точки зрения производительности моделирования. Предлагаемый метод может значительно увеличить скорость и улучшить точность проектирования шнеков экструдера, а также повысить качество и эффективность производственного процесса экструзии.
Abstract:Extrusion is a widespread way of processing materials in various industries. At the same time, screw design largely determines extrudate quality and its production process efficiency. This paper discusses the main existing and promising approaches to determining optimal geometric parameters of screws. The authors propose a concept of a computer-aided design system based on using pre-built parameterized screw models; screw geometry is determined by variables that can vary over a wide range. This approach allows using applications for analytical determination of the most important screw geometry, fast 3D model generation and finite element verification while optimizing parameters. The paper considers constructing a parametrized working area of a screw in Compass-3D. The working area includes the main comb of variable pitch, a barrier comb, as well as the main and barrier cutting zone. The authors assess the main methods for constructing complex geometric surfaces in Compass-3D in terms of modeling performance. The proposed method can significantly increase extruder screw design speed and accuracy, improve the extrusion production process quality and efficiency.
| Авторы: Попов Ю.Г. (popovyug@ystu.ru) - Ярославский государственный технический университет (доцент), Ярославль, Россия, кандидат технических наук, Малов Г.С. (yargleb@mail.ru) - Ярославский государственный технический университет (аспирант), Ярославль, Россия | |
| Ключевые слова: поверхностное моделирование, твердотельное моделирование, компас-3D, параметрическая модель, шнек экструдера |
|
| Keywords: surface modeling, solid modeling, Kompass-3D, parametric model, extruder screw |
|
| Количество просмотров: 708 |
Статья в формате PDF |
Введение. В промышленности экструзия применяется уже 200 лет. Ранние поршневые и короткошнековые экструдеры использовались в 19 веке для изготовления труб из мягких металлов и переработки каучука. С 1930-х годов появились экструдеры современного типа, снабженные электронагревателями и шнеками большой длины для изготовления термопластов. С тех пор технология значительно продвинулась. Однако, несмотря на достижения в методиках проектирования и производства, теоретическое понимание процесса экструзии и связанных с ним параметров остается ограниченным [1]. Различия в реологических и технологических характеристиках всего многообразия перерабатываемых материалов делают невозможным прямое заимствование элементов теории экструзии из одной отрасли в другую [2]. Это, в свою очередь, приводит к тому, что ряд параметров экструдеров вообще и оптимальных геометрических характеристик шнеков, в частности, подбирается в процессе производства итерационно, методом проб и ошибок. Такой эмпирический подход к проектированию, помимо увеличения сроков, нередко ведет к снижению эффективности работы и повышенному износу оборудования. В связи с этим все большее значение приобретают подходы, основанные на имитацион- ных компьютерных моделях процесса экструзии. В них объединяют выходные характеристики (такие как производительность, потребляемая мощность, давление и температура) с регулируемыми параметрами процесса и данными о материалах [3]. Ввиду сложности моделирования экструзии его обычно осуществля- ют по частям, создавая математические модели отдельных этапов общего технологического процесса. · Транспортировка шнеком твердой фракции материала. Это достаточно изученный процесс, первые публикации, описывающие его математически, появились еще в 1950-х годах. Тем не менее, сегодня не существует единой модели, учитывающей многообразие материалов и режимов работы. Перспективным для решения данной задачи считается использование метода дискретных элементов (DEM) [4]. Теоретически с его помощью можно учитывать любые виды твердых материалов, особенности подачи, геометрию и скорость вращения шнека. · Процесс расплавления материала. Преимущественно модели основаны на описании механизма плавления и опираются на многочисленные экспериментальные исследования. При этом учитываются свойства материала, режимы нагрева, геометрия шнека [5] и другие данные. Однако более перспективным представляется подход, основанный на расчетах средствами вычислительной гидродинамики (CFD). При этом не требуется знание механизма плавления и не имеет значения сам тип экструзии [6]. Это обеспечивает универсальность методики, однако требует значительной вычислительной мощности при моделировании. · Транспортировка шнеком расплава. Базовые подходы преимущественно рассматривают жидкий материал как неньютоновскую жидкость в двухмерном [7] или трехмерном [8] течении. Также используются и одномерные модели, которые показывают удовлетворительные результаты, но в ограниченном диапазоне условий [9]. В настоящее время активно развивается моделирование методом конечных элементов для одношнековой и двухшнековой экструзии с минимальными упрощениями процесса. Это позволяет получать точные значения скорости и распределение температуры в расплаве, а также соотношение давления и расхода в рабочей зоне экструдера. · Моделирование течения материала в матрице. Итог работы всего технологического процесса экструзии – получение качественного экструдата. Моделирование процессов, протекающих непосредственно в матрице, осуществляется в основном средствами конечно-элементного анализа, эти подходы развиты достаточно хорошо и реализованы в таких программных продуктах, как QForm [10] и Altair Inspire Extrude [11]. Системы автоматизированного проектирования экструдеров По большому счету САПР экструдеров не имеют смысла без использования каких-либо расчетных или эмпирических моделей поведения материала внутри оборудования. Наиболее часто используемым подходом является разбиение канала экструдера на короткие осевые участки, в которых входные параметры материала являются выходными для предыдущего участка. Это позволяет комбинировать различные рабочие элементы шнеков и канала экструдера, получая данные о скорости, температуре и давлении материала в ключевых точках экструдера. Однако при использовании аналитических моделей с значительными упрощениями возникает определенная погрешность в расчетах, которая накапливается на каждом отдельном участке. Благодаря огромному прогрессу в вычислительной гидродинамике стало возможным про- ведение комплексных исследований трехмерных моделей рабочего оборудования экструдера [12]. Такой подход принципиально является более правильным, так как экструзия представляет собой непрерывный процесс взаимодействия шнека, канала экструдера, матрицы и материала. И все преобразования и изменения материала также протекают непрерывно (хотя и локализованы в определенных зонах рабочего оборудования). Однако такой подход (в отличие от аналитических методов) не имеет обратного решения, то есть нельзя по заданным характеристикам процесса таким образом построить модель экструдера, можно только проверить существующий вариант. Значит, поиск глобального проектного решения напрямую с помощью CFD пока невозможен. В настоящее время активно развиваются комплексные автоматизированные методики проектирования экструдеров. При этом используются перспективные подходы, такие как применение элементов искусственного интеллекта в архитектуре САПР [13], генетических алгоритмов и нейронных сетей [14] для построения и оптимизации формы шнека, внедрение комплексных моделей процесса пластификации в САПР [3]. Однако задача построения оптимальной геометрии шнека решается в них только частично. При этом фактически все необходимые составляющие комплексного подхода имеются. Есть множество проработанных и верифицированных аналитических моделей определения технологических параметров и геометрических характеристик шнека при работе с различными материалами. Существуют готовые высококлассные решения вычислительной гидродинамики, такие как Ansys Fluent, PolyFlow, COMSOL Multiphysics, NASTRAN, Flow Vision, позволяющие получать наилучшие результаты анализа потока материала внутри экструдера. Также разработаны высокоэффективные алгоритмы оптимизации, с помощью которых можно получить наилучшие расчетные параметры шнека. Для объединения этих подходов в единый комплекс предлагается концепция САПР, основанная на использовании предварительно построенных параметризованных моделей. Проектирование на основе параметризованных моделей
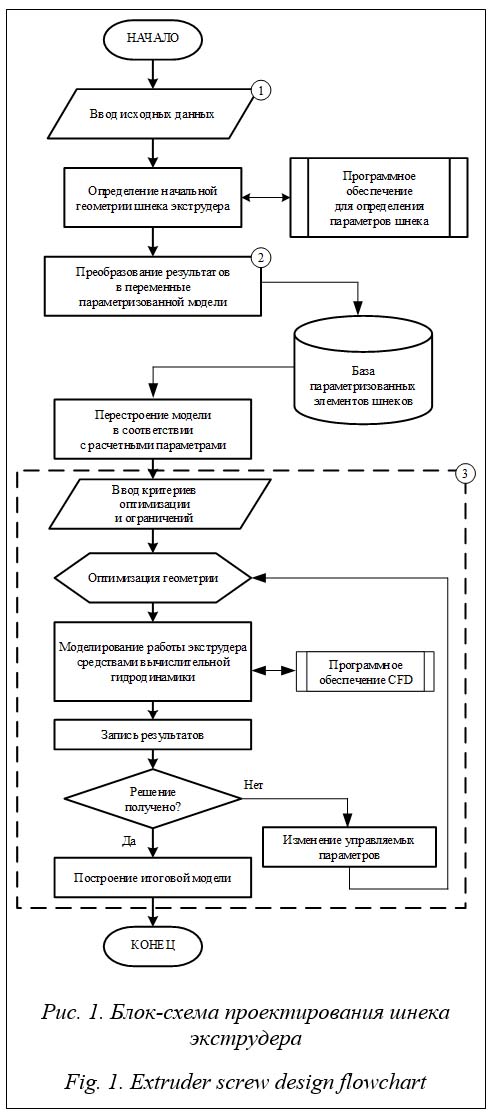
В модуле 1 задаются исходные данные для предварительного расчета и построения шне- ка. Расчет производится аналитическими методами в среде программного комплекса или внешнего приложения. В модуле 2 определяется тип элемента шнека из БД, а полученные расчетные характеристики преобразуются в чи- сленные значения переменных параметризованной модели. Блок 3 предназначен для итеративной оптимизации построенной 3D-модели. Здесь сначала определяются набор критериев оптимизации, а также перечень варьируемых параметров модели и пределы их изменения. Далее выполняется цикл оптимизации. На каждой итерации вычисляются критерии при помощи внешнего CFD-приложения. Ввиду ресур- соемкости расчетов алгоритм оптимизации должен быть достаточно совершенным, поэтому целесообразно использовать готовые решения. Например, отечественный программный комплекс IOSO отличается высокой эффективностью поиска решений даже в сложных многокритериальных и многопараметрических задачах [16]. Кроме того, комплекс может напрямую работать с файлами моделей Компас-3D и расчетными модулями ANSYS, Flow Simulation, Flow Vision и Flow-3D. При наличии готовой 3D-модели это позволяет достаточно легко определять оптимизационную задачу, причем как в ручном, так и в автоматизированном режиме при помощи управления API. Завершение процесса оптимизации осуществляется при нахождении заданного числа точек Парето или при невозможности продолжать поиск решений в указанном диапазоне исходных данных. Формирование и параметризация геометрии рабочей зоны шнека экструдера в Компас-3D
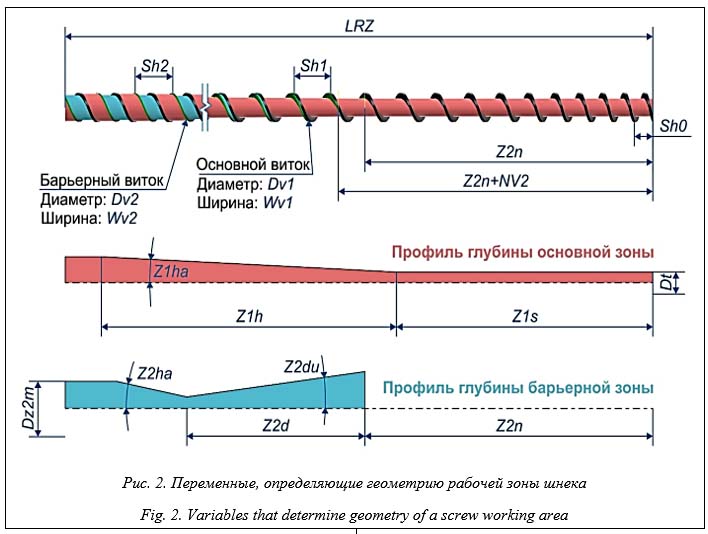
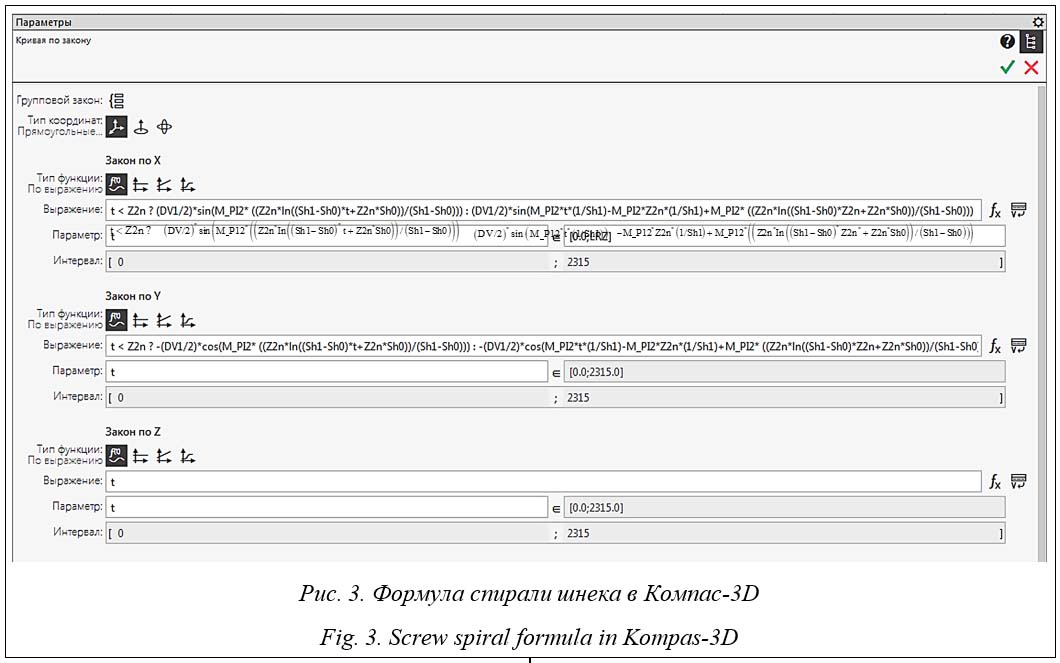
Ввиду сложности геометрии все элементы шнека должны строиться как отдельные тела и объединяться только непосредственно перед конечно-элементным анализом. Это позволяет избегать ресурсозатратных булевых операций при проектировании и перестроении модели. Первым создается цилиндр диаметром Dt и длиной LRZ. Это тело будет основой для всех последующих построений. Далее необходимо построить основной гребень. Сложность заключается в том, что на участке Z2n он имеет переменный шаг витка, изменяющийся от Sh0 в начале до Sh1 в конце участка. В САПР Компас-3D пока нет специализированного инструмента для построения такой спирали, поэтому использован инструмент «кривая по закону». Формулы для участка спирали с постоянным шагом в прямоугольной системе координат будут следующими:
где x(t), y(t), z(t) – функции кривой вдоль координатных осей; t – переменная длины участка спирали, изменяющаяся от Z2n до LRZ; Dv1 – внешний диаметр спирали; Sh1 – постоянный шаг спирали. Представим формулы для участка спирали с переменным шагом в прямоугольной системе координат:
где f(t) – функция изменения шага спирали; Sh0 – начальный шаг спирали; t – переменная длины участка спирали, изменяющаяся от 0 до Z2n.
На рисунке 3 формулы обозначают следущее:
Это участок с переменным шагом. Соответственно, при t от Z2n до LRZ спираль строится по формуле Формулой
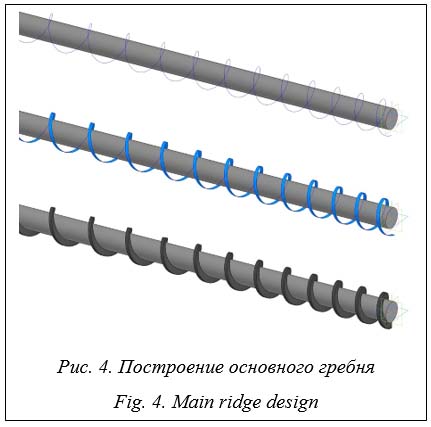
обозначено математическое выражение, по которому начало спирали с постоянным шагом помещается в ту же точку, в которой закончилась спираль с переменным шагом. Это позволяет создать параметризованную кривую без разрывов. Далее путем смещения спирали вдоль ее оси на величину Wv1 строится винтовая поверхность и командой «Придать толщину» – основной гребень (рис. 4). Альтернативный способ, основанный на использовании команды «Элемент по траектории», который заключается в том, что прямоугольное сечение гребня выдавливается вдоль построенной спирали, оказался менее эффективным. Тело, полученное таким образом, перестраивается примерно в четыре раза дольше при изменении параметров модели.
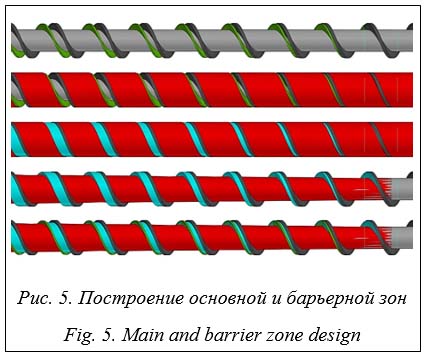
Были опробованы также другие способы моделирования рабочей зоны шнека экструдера. Построение гребней по траектории дало неоправданное увеличение времени обработки модели при перестроении. Также создавались поверхностные границы элементов рабочей зо- ны с последующим преобразованием их в твердотельные объекты. Однако это потребовало значительно большего (на 42 %) числа операций. Кроме того, возросло число ошибок при перестроениях модели, которые требовали ручной корректировки операций. Описанный выше метод через построения с помощью команды «Придать толщину» оказался самым надежным. Ошибки возникают только при вводе несовместимых с геометрией численных значений параметров. Например, основной и барьерный гребни не должны пересекаться. Соответственно, шаг Sh2 должен быть больше Sh1. Кроме того, нужно убедить- ся, что гребни не пересекутся на рабочей длине шнека, что возможно при слишком большой разнице в шаге. Это должно проверяться на моменте определения ограничений оптимизационной задачи. Впрочем, даже при наличии возможных ошибок построения алгоритм оптимизации может продолжать работу, отбрасывая точки, в которых перестроение шнека не удалось. Заключение Рассмотренная в данной статье методика проектирования рабочей зоны шнека экструдера может выполняться как в ручном, так и в автоматизированном режиме при помощи средств API. Предлагаемый метод подходит для создания и более сложных конструкций шнеков с использованием большего числа параметров. Причем это возможно в рамках одной и той же базы сформированных моделей. В данной методике нет необходимости в строго одинаковом числе варьируемых параметров шнеков. В сочетании с использованием приложений CFD-расчетов и современных алгоритмов многопараметрической оптимизации это позволит повысить точность и скорость процесса проектирования шнеков экструдера под конкретные технологические режимы работы. Вместе с тем построение параметризованной модели в САПР Компас-3D сопряжено с определенными сложностями ввиду отсутствия инструмента прямого построения винтовой линии с переменным шагом. Стоит отметить, что в Компас-3D любая трехмерная геометрия, опирающаяся при построении на команду «кривая по закону» перестраивается медленнее из-за необходимости расчета формулы с несколькими переменными с определенной точностью. Для сравнения: в системе автоматизированного проектирования Autodesk Inventor начиная с версии 2019 есть инструмент построения винтовой линии с переменным шагом. Благодаря этому параметризованную модель можно построить всего за 22 операции (против 29 у Компас-3D) и перестроение при изменении параметров производится быстрее при прочих равных. Тем не менее, применение отечественных средств автоматизированного проектирования в настоящее время предпочтительнее. В связи с этим дальнейшее развитие данной работы подразумевает создание программной оболочки для ввода исходных данных, взаимодействия с Компас-3D для перестроения параметризованных моделей из базы и формирования задачи для программной платформы управления расчетами и оптимизации IOSO в связке с программой CFD-анализа Flow Vision. Список литературы 1. Hyvärinen M., Jabeen R., Kärki T. The modelling of extrusion processes for polymers–a review. Polymers, 2020, vol. 12, no. 6, art. 1306. doi: 10.3390/polym12061306. 2. Пятов В.В., Голубев А.Н., Ширяев П.С. Методика проектирования шнековых машин для экструзии пластичных сред // Вестн. ВГТУ. 2017. № 2. С. 45–52. 3. Iwko J., Steller R., Wróblewski R., Kaczmar J. Experimental verification of computer model for polymer plastication process in injection molding. Polimery, 2015, vol. 60, no. 10, pp. 644–656. doi: 10.14314/polimery.2015.644. 4. Trippe J., Schöppner V. Modeling of solid conveying pressure throughput behavior of single screw smooth barrel extruders under consideration of backpressure and high screw speeds. Int. Polymer Processing, 2018, vol. 33, no. 4, pp. 486–496. doi: 10.3139/217.3507. 5. Jin X.-M., Jia M.-Y., Xue P., Cai J.-Ch., Pan L., Yu D.-Q. Study on the melting performance of single screw extruder with grooved melting zone and barr screw. J. of Materials Processing Tech., 2014, vol. 214, no. 12, pp. 2834–2842. doi: 10.1016/j.jmatprotec.2014.06.022. 6. Lewandowski A., Wilczynski K. General model of polymer melting in extrusion process. Polimery, 2018, vol. 63, no. 06, pp. 444–452. doi: 10.14314/polimery.2018.6.5. 7. Pachner S., Löw-Baselli B., Affenzeller M., Miethlinger J. A generalized 2D output model of polymer melt flow in single-screw extrusion. Int. Polymer Processing, 2017, vol. 32, no. 2, pp. 209–216. doi: 10.3139/217.3326. 8. Marschik C., Roland W., Löw-Baselli B., Miethlinger J. A heuristic method for modeling three-dimensional non-Newtonian flows of polymer melts in single-screw extruders. J. of Non-Newtonian Fluid Mechanics, 2017, vol. 248, pp. 27–39. doi: 10.1016/j.jnnfm.2017.08.007. 9. Durin A., De Micheli P., Nguyen H.-C., David C., Valette R., Vergnes B. Comparison between 1D and 3D approaches for twin-screw extrusion simulation. Int. Polymer Processing, 2014, vol. 29, no. 5, pp. 641–648. doi: 10.3139/217.2951. 10. QForm Extrusion. URL: https://qform3d.co.uk/products/qfextrusion (дата обращения: 20.04.2023). 11. Design for Efficient Metal Extrusion. Inspire Extrude. URL: https://altair.com/inspire-extrude-metal (дата обращения: 20.04.2023). 12. Lewandowski A., Wilczyński K. Global modeling for single screw extrusion of viscoplastics. Int. Polymer Processing, 2020, vol. 35, no. 1, pp. 26–36. doi: 10.3139/217.3866. 13. Зубкова Т.М., Мустюков Н.А., Токарева М.А. Построение архитектуры САПР одношнековых экструдеров с применением элементов искусственного интеллекта // Программные продукты и системы. 2016. Т. 29. № 4. С. 176–182. doi: 10.15827/0236-235X.116.176-182. 14. Kowalski R.J., Pietrysiak E., Ganjyal G.M. Optimizing screw profiles for twin-screw food extrusion processing through genetic algorithms and neural networks. J. of Food Eng., 2021, vol. 303, art. 110589. doi: 10.1016/j.jfoodeng.2021.110589. 15. Шилько Д.А. Построение 3D модели шнека экструдера на основе уравнений Навье–Стокса // Изв. ТулГУ. Технич. науки. 2022. № 2. С. 577–581. 16. Goriachkin E., Popov G., Baturin O., Matveev V., Volkov A. Method for improving multi-stage compressor parameters using the IOSO optimizer. Proc. 10th Int. Conf. SIMULTECH, 2020, pp. 163–170. doi: 10.5220/0009769601630170. References
|
| Постоянный адрес статьи: http://swsys.ru/index.php?page=article&id=5046 |
Версия для печати |
| Статья опубликована в выпуске журнала № 4 за 2023 год. [ на стр. 678-685 ] |
Назад, к списку статей