Journal influence
Bookmark
Next issue
Software for identification and correction of non-standard errors of measuring instruments in the process of induction soldering
Abstract:The paper presents the development of a software module for the identification and correction of non-standard er-rors in the process of induction soldering of spacecraft’s waveguide paths. The paper analyzes the features of the technological process of induction soldering of thin-walled aluminum waveguide paths of spacecraft. Based on this analysis, the authors concluded that it is appropriate to use intelligent methods to identify and correct non-standard errors of measurement tools in the process of induction soldering. The authors also concluded that the chosen method of identifying non-normative errors as a software module for the existing control system for in-duction soldering of spacecraft waveguide paths. The developed module allows us to configure the initial parameters to create and train an artificial neural net-work used to solve the problem of non-standard measurement error correction in the process of induction solder-ing. The module allows us to configure the artificial neural network in terms of activation functions, hidden layers number, artificial neuron number on the layer, and training duration. The resulting neural network model can be uploaded to disk for use in the induction soldering automated control system. The module also implements the functional of generating a control action for the correction of non-standard errors. Using the module allows us to improve the quality of the induction soldering process control by reducing the influence of errors on the course of this process. The software product is an application for the Windows operating system that is compatible with versions of Windows XP/7/8/8.1/10. The application was developed using the Python programming language and the PyQt5 framework. Data from actual technological processes were the basis for checking the effectiveness of the proposed software module The test results showed high efficiency of identification and correction of non-standard errors in the process of induction soldering.
Аннотация:В статье представлена разработка программного модуля идентификации и коррекции ненормативных погрешностей в процессе индукционной пайки волноводных трактов космических аппаратов. Проведен анализ особенностей технологического процесса индукционной пайки тонкостенных алюминиевых волноводных трактов космических аппаратов, на основе которого сделан вывод о целесообразности использования интеллектуальных методов для идентификации и коррекции ненормативных погрешностей средств измерения в процессе индукционной пайки, а также реализации выбранного метода идентификации ненормативных погрешностей в виде программно-го модуля к существующей системе управления индукционной пайкой волноводных трактов космических аппаратов. Разработанный модуль позволяет проводить настройку исходных параметров для создания и обучения искусственной нейронной сети, применяемой для решения задачи коррекции ненормативных погрешностей измерений в процессе индукционной пайки, а также искусственной нейрон-ной сети в части функций активации, количества скрытых слоев и искусственных нейронов на слое, продолжительности обучения. Полученную нейросетевую модель можно выгрузить на диск для использования в системе управления процессом индукционной пайки. Также модуль реализует функционал выработки управляющего воздействия для коррекции ненормативных погрешностей. Использование модуля позволяет повысить качество управления технологическим процессом индукционной пайки посредством снижения влияния погрешностей на протекание данного процесса. Программный продукт представляет собой приложение для операционной системы Windows, совместимое с версиями Windows XP/7/8/8.1/10. Приложение разработано с использованием объектно-ориентированного подхода, языка программирования Python и фреймворка PyQt5. Проверка эффективности предложенного программного модуля проводилась на основе данных реальных технологических процессов. Результаты испытаний показали высокую эффективность идентификации и коррекции ненормативных погрешностей в процессе индукционной пайки.
| Authors: A.V. Milov (antnraven@ieee.org) - Reshetnev Siberian State University of Science and Technology, Department of Information and Control Systems (Postgraduate Student), Krasnoyarsk, Russia, Tynchenko V.S. (vadimond@mail.ru) - Academician M.F. Reshetnev Siberian State Aerospace University (Associate Professor), Krasnoyarsk, Russia, Ph.D, Murygin, A.V. (avm54@mail.ru) - Reshetnev Siberian State University of Science and Technology, Department of Information and Control Systems (Professor, Head of Chair), Krasnoyarsk, Russia, Ph.D | |
| Keywords: artificial neural networks, induction soldering, correction of measurement errors, identification of measurement errors |
|
| Page views: 4373 |
PDF version article |
Метод создания неразъемных соединений на основе индукционного нагрева широко используется в различных областях машиностроения [1]. Свое применение он нашел при производстве панелей солнечных батарей [2]. Активно применяется индукционная пайка при производстве тонкостенных алюминиевых волноводных трактов в аэрокосмической промышленности [3]. Метод индукционного нагрева использовался для приготовления магнезии в стоматологии [4], а также во многих других областях [5–7]. Авторами [8] были разработаны автоматизированное оборудование и технология индук- ционной пайки алюминиевых волноводных трактов космических аппаратов. ПО системы представляет собой реализацию ПИД-регулятора. Данный метод управления не обеспечивает достаточного качества управления. Основную сложность представляет первоначальная настройка технологического процесса. Объясняется это влиянием человеческого фактора на этапе наладки процесса технологом. Некорректная настройка исходных параметров технологического процесса индукционной пайки волноводных трактов не позволяет предсказать результат работы автоматизированной системы. В ходе экспериментальных исследований технологического процесса индукционной пайки волноводных трактов выяснено, что программное управление мощностью нагрева позволяет контролировать только один параметр – температуру трубы волновода. Показатели температуры фланца и трубы волновода могут существенно различаться – на 30–70 °C. Правильный выбор положения заготовки относительно плоскости индуктора позволяет уменьшить разницу температур в области температуры плавления припоя. При производстве сборок волноводных трактов используются трубы с разницей в толщине до 20 %, поэтому невозможно полностью исключить диапазон изменения температур. Данная проблема решается с помощью автоматизированного регулирования расстояния от фланца до индуктора в процессе индукционной пайки тонкостенных алюминиевых волноводных трактов. Повышение качества управления процессом индукционной пайки было достигнуто введением второго контура управления. Первый контур управления, как и прежде, обеспечивает управление мощностью, подаваемой на индуктор. Второй контур предназначен для управления приводом электромеханического манипулятора-позиционера, что позволяет изменять положение элементов сборки волноводного тракта относительно индуктора [9]. Также на качество управления процессом достаточно сильное воздействие оказывают различные ненормативные погрешности, вызванные, например, флюсом [10], степень влияния которых можно снижать использованием интеллектуальных методов [11]. Одним из наиболее подходящих методов идентификации и коррекции ненормативных погрешностей средств измерения в процессе индукционной пайки тонкостенных алюминиевых волноводных трактов является метод идентификации и коррекции ненормативных погрешностей на основе искусственных нейронных сетей. Искусственные нейронные сети используются для решения различных задач, связанных с управлением, классификацией, кластеризацией и т.д. В работе [12] искусственная нейронная сеть с радиальной базисной функцией применялась для определения области диапазона стабильности установившегося состояния генератора с переменной нагрузкой, чтобы наблюдать влияние изменения нагрузки в области устойчивости установившегося состояния генератора. Хорошо себя зарекомендовали искусственные нейронные сети для моделирования и управления сложными объектами, например, ультразвуковыми двигателями [13], компенсации гармоник напряжения в системе распределения электроэнергии [14], управления фотоэлектрическими системами [15, 16]. Нейронные сети также используются для обнаружения неисправностей и классификации погрешностей [17, 18]. Структура и алгоритмы работы ПО Программный продукт реализован в виде оконного приложения для операционных систем линейки Windows, совместимого с версиями Windows XP/7/8/8.1/10. Инструментом для реализации приложения выбран язык программирования Python, методологией разработки – объектно-ориентированный подход [19–21]. В качестве фреймворка использован PyQt5 [22], среды разработки – PyCharm [23]. Целью разработанного программного модуля являются создание и обучение искусственной нейронной сети для задачи коррекции ненормативных погрешностей измерений в процессе управления технологическим процессом индукционной пайки. Модуль позволяет проводить настройку исходных параметров для создания и обучения искусственной нейронной сети, которая в дальнейшем будет использоваться для решения задачи коррекции ненормативных погрешностей измерений в процессе индукционной пайки. Имеется возможность сохранения результатов обучения нейронной сети в форме графических файлов, а также в формате pdf. Модуль позволяет производить настройку искусственной нейронной сети в части функций активации, количества скрытых слоев и искусственных нейронов на слое, продолжительности обучения. Модель можно выгрузить на диск для использования в основной программе АСУ «Пайка». Модуль также реализует функционал выработки управляющего воздействия для коррекции ненормативных погрешностей. Вызов функционала будет осуществляться из программной части АСУ «Пайка».
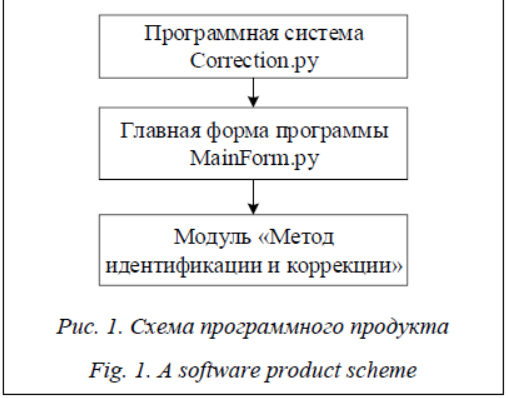
Как видно из рисунка, программный модуль состоит из трех компонентов. 1. Основной файл программной системы Correction.py реализует основную функцию, отвечающую за запуск, функционирование и завершение работы программной системы. 2. Главная форма MainForm.py реализует графический интерфейс пользователя системы для идентификации и коррекции ненормативных погрешностей в процессе индукционной пайки тонкостенных алюминиевых волноводных трактов космических летательных аппаратов. 3. Модуль идентификации и коррекции ненормативных погрешностей средств измерения предназначен для обучения искусственной нейронной сети для решения задачи идентификации и коррекции ненормативных погрешностей в процессе индукционной пайки. В программном модуле реализованы два пользовательских класса: - ControlModel, реализующий алгоритмы идентификации и коррекции ненормативных погрешностей на основе искусственных нейронных сетей; - GuiApplication, реализующий графический интерфейс пользователя для модуля идентификации и коррекции ненормативных погрешностей средств измерения в процессе индукционной пайки. Класс ControlModel позволяет: - задавать основные параметры искусственной нейронной сети, такие как функция активации, количество эпох обучения, количество слоев, количество искусственных нейронов на слое, нижняя граница скорости обучения, функция обучения и т.д.; - загружать наборы данных для обучения искусственной нейронной сети; - визуализировать процесс обучения в соответствии с метриками качества обучения.
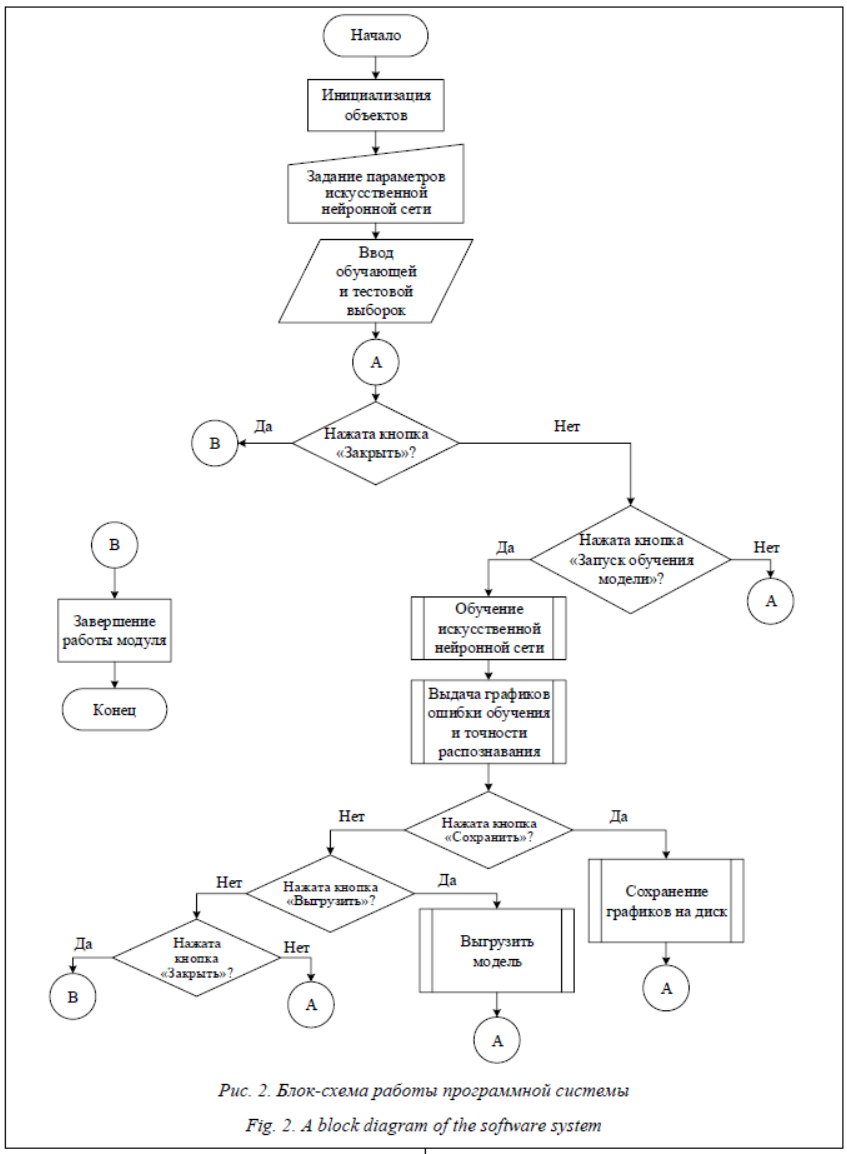
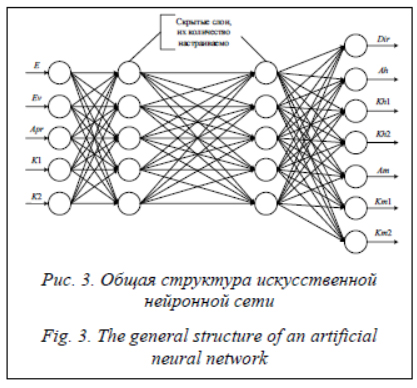
- ввод данных для настройки основных параметров искусственной нейронной сети; - просмотр и выгрузку графиков точности распознавания и ошибок обучения искусствен- ной нейронной сети; - выгрузку полученной модели для использования модуля в основной программе АСУ «Пайка». На рисунке 2 представлена блок-схема работы программной системы. Как видно из блок-схемы, на начальном этапе происходит инициализация всех объектов программного модуля. Затем пользователь вводит желаемые параметры искусственной нейронной сети, такие как количество скрытых слоев и количество нейронов на каждом слое. В отдельные поля вводятся пути к данным обучающей и тестовой выборок для проведения обучения искусственной нейронной сети при решении задачи идентификации и коррекции ненормативных погрешностей средств измерения в процессе индукционной пайки тонкостенных алюминиевых волноводных трактов космических летательных аппаратов. Далее происходит процесс обучения искусственной нейронной сети. Обучение производится на основе алгоритма обратного распространения ошибки с применением оптимизатора Nadam (сокращение адаптивной оценки моментов Нестерова). Данный оптимизатор позволит обеспечить более быструю сходимость модели. Программная система предоставляет возможность обучения искусственных нейронных сетей с разным количеством скрытых слоев. Общая структура искусственной нейронной сети, реализуемой в системе, показана на рисунке 3, где E – разница температур у спаиваемых элементов; Ev – разница скорости нагрева спаиваемых элементов; Apr – предыдущий алгоритм управления нагревом изделия; K1, K2 – коэффициенты предыдущего алгоритма; Dir – направление перемещения заготовки; Ah – алгоритм управления нагревом изделия; Kh1, Kh2 – коэффициенты алгоритма управления нагревом; Am – алгоритм управления перемещением; Km1, Km2 – коэффициенты алгоритма управления перемещением.
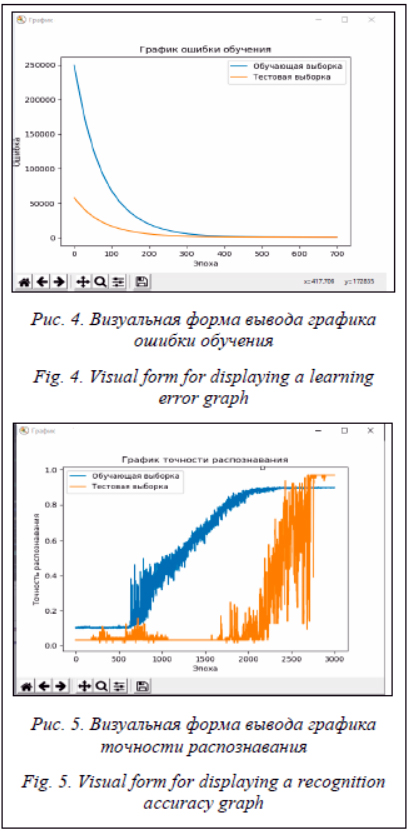
Описание работы с программной системой Запуск программы осуществляется посредством исполнения файла Correction.exe. Интерфейс программного модуля предоставляет возможность задания параметров искусственной нейронной сети для решения задачи идентификации и коррекции ненормативных погрешностей средств измерения в процессе индукционной пайки тонкостенных алюминиевых волноводных трактов космических аппаратов. Для запуска обучения модели необходимо в соответствующих полях задать абсолютные пути к файлам обучающей и тестовой выборок соответственно. По окончании обучения на экран будут выведены графики ошибки обучения (рис. 4) и точности распознавания (рис. 5) соответственно. Как видно из рисунков, графики можно выгрузить на диск. Выгрузка возможна в форматах .jpg и .pdf.
Экспериментальное исследование эффективности работы автоматизированной системы Для проверки эффективности модуля идентификации ненормативных погрешностей средств измерения в процессе индукционной пайки тонкостенных алюминиевых волноводных трактов космических летательных аппаратов была проведена экспериментальная проверка на данных реального технологического процесса. Результаты проверки представлены на графике (см. http://www.swsys.ru/uploaded/ image/2020-3/2020-3-dop/14.jpg). Применение программного модуля идентификации и коррекции ненормативных погрешностей позволяет производить качественную идентификацию, а также формировать корректирующее управляющее воздействие для снижения влияния погрешностей измерительных средств на качество процесса формирования неразъемных соединений с использованием индукционного нагрева. Также из графика видно, что на этапе стабилизации при использовании модуля идентификации и коррекции перерегулирования не наблюдается. Заключение В данном исследовании представлена разработка модуля идентификации и коррекции ненормативных погрешностей средств измерения в процессе создания неразъемных соедине- ний с использованием индукционного нагрева. В качестве алгоритма идентификации и кор- рекции ненормативных погрешностей используется метод классификации на основе искусственных нейронных сетей. Применение разработанного программного модуля в АСУ «Пайка» позволит снизить вли- яние ненормативных погрешностей средств из- мерения на качество управления технологическим процессом индукционной пайки, что, в свою очередь, позволит снизить издержки при производстве, а значит, повысить эффективность производства оборудования для аэрокосмической промышленности. Работа выполнена в рамках проведения исследований по теме МК-6356.2018.8 «Интеллектуализация технологических процессов формирования неразъемных соединений на предприятиях ракетно-космической отрасли», финансируемой Советом по грантам Президента Российской Федерации для государственной поддержки молодых российских ученых. Литература 1. Lozinskii M.G. Industrial Applications of Induction Heating. Pergamon Press, 1969, 672 p. 2. Gierth P., Rebenklau L., Michaelis A. Evaluation of soldering processes for high efficiency solar cells. Proc. 35th ISSE, IEEE, 2012, pp. 133–137. DOI: 10.1109/ISSE.2012.6273123. 3. Murygin A.V., Tynchenko V.S., Laptenok V.D., Emilova O.A., Bocharov A.N. Complex of automated equipment and technologies for waveguides soldering using induction heating. IOP Conf. Series: MSE, 2017, vol. 173, no. 1. DOI: 10.1088/1757-899X/173/1/012023. 4. Nishimura F., Nakamura H., Takahashi H., Takamoto T. Development of a new investment for high–frequency induction soldering. Dental Materials Journal, 1992, vol. 11, no. 1, pp. 59–69. 5. Cai H., Zhao R.X., Chen H.M., Wang S.P. Study on multiple-frequency IGBT high frequency power supply for induction heating. Proc. CSEE, 2006, vol. 2, 027 p. 6. Lanin V.L., Sergachev I.I. Induction devices for assembly soldering in electronics. Surface Eng. and Applied Electrochemistry, 2012, vol. 48, no. 4, pp. 384–388. DOI: 10.3103/S1068375512040114. 7. Zinn S., Semiatin S.L. Elements of induction heating: design, control, and applications. Proc. ASM Int., 1988, 335 p. 8. Tynchenko V.S., Murygin A.V., Emilova O.A., Bocharov A.N., Laptenok V.D. The automated system for technological process of spacecraft's waveguide paths soldering. IOP Conf. Series: MSE, 2016, vol. 155, no. 1, art. 012007. DOI: 10.1088/1757-899X/155/1/012007. 9. Тынченко В.С., Лаптенок В.Д., Петренко В.Е., Мурыгин А.В., Милов А.В. Система автоматизации индукционной пайки на основе двух контуров управления с позиционированием заготовки // Программные продукты и системы. 2019. Т. 32. № 1. С. 167–173. DOI: 10.15827/0236-235X.125.167-173. 10. Милов А.В., Тынченко В.С., Мурыгин А.В. Влияние флюса на точность измерений в процессе индукционной пайки алюминиевых волноводных трактов // Современные технологии. Системный анализ. Моделирование. 2018. № 4. С. 38–46. DOI: 10.26731/1813-9108.2018.4(60).38-46. 11. Тынченко В.С., Петренко В.Е., Милов А.В., Мурыгин А.В. Применение методов нечеткой логики для автоматизации процесса индукционной пайки // Современные технологии. Системный анализ. Моделирование. 2018. № 2. С. 45–56. DOI: 10.26731/1813-9108.2018.2(58).45-56. 12. Rusilawati R., Soeprijanto A., Wibowo R.S. Reactualization of a modified single machine to infinite bus model to multimachine system steady state stability analysis studies using losses network concepts and radial basis function neural network (RBFNN). International Review on Modelling and Simulations, 2017, vol. 10, no. 2, pp. 112–120. DOI: 10.15866/iremos.v10i2.11207. 13. Moghaddam M.J., Mojallali H. Neural network based modeling and predictive position control of traveling wave ultrasonic motor using chaotic genetic algorithm. International Review on Modelling and Simulations, 2013, vol. 6, no. 2, pp. 370–379. 14. Ghazanfarpour B., Radzi M., Mariun N.B. Adaptive neural network with heuristic learning rule for series active power filter. Int. Review on Modelling and Simulations, 2013, vol. 6, no. 6, pp. 1753–1759. DOI: 10.15866/iremos.v6i6.2648. 15. Mostefai M., Miloudi A., Miloud Y. An intelligent maximum power point tracker for photovoltaic systems based on neural network. Int. Review on Modelling and Simulations, 2013, vol. 6, no. 5, pp. 1477–1481. DOI: 10.15866/iremos.v6i5.2611. 16. Alexander A., Thathan M. Modelling and simulation of artificial neural network based harmonic elimination technique for solar-fed cascaded multilevel inverter. Int. Review on Modelling and Simulations, 2013, vol. 6, no. 4, pp. 1048–1055. 17. Pradeep J., Devanathan R. Fault diagnosis of PMSM using artificial neural network. Int. Review on Modelling and Simulations, 2014, vol. 7, no. 5, pp. 760–767. DOI: 10.15866/iremos.v7i5.3156. 18. Milov A.V., Kukartsev V.V., Tynchenko V.S., Tynchenko V.V., Antamoshkin O.A. Classification of non-normative errors in measuring instruments based on data mining. Advances in Eng. Research, 2018, vol. 158, pp. 432–437. DOI: 10.2991/avent-18.2018.83. 19. Stroustrup B. The C++ Programming Language. Addison-Wesley Professional, 2013, 1366 p. 20. Dattatri K., Foreword By–Gamma E. C++: Effective Object–Oriented Software Construction. Prentice Hall PTR, 2000, 755 p. 21. Balagurusamy E. Object Oriented Programming with C++, 6e. Tata McGraw–Hill Education, 2001, 533 p. 22. Harwani B.M. Introduction to Python Programming and Developing GUI Applications with PyQT. Cengage Learning PT, 2011, 304 p. 23. Islam Q.N. Mastering PyCharm. Packt Publ. Ltd, 2015, 232 p. References
|
| Permanent link: http://swsys.ru/index.php?page=article&id=4735&lang=en |
Print version |
| The article was published in issue no. № 3, 2020 [ pp. 502-509 ] |
Perhaps, you might be interested in the following articles of similar topics:
- Применение средств моделирования нейросетей для анализа предаварийных ситуаций на буровых
- Методика оценки качества обучения студентов вуза с использованием нейро-нечеткого подхода
- Применение искусственных нейронных сетей в системах автоматического управления магнитной левитацией
- Распределенная платформа для параллельного обучения искусственных нейронных сетей DisANN
- Особенности применения нейро-сетевых моделей для классификации коротких текстовых сообщений
Back to the list of articles