Journal influence
Bookmark
Next issue
The quality control software environment within the paperboard products manufacturing process
Abstract:This paper presents approaches to organization of quality control system customized to the process of paperboard manufacturing, using the recycled raw fibers on the basis of the software environment. It introduces an execution algorithm of quality control system in the context of the controlling the process of the starch glue pasting, where the most common quality estimation parameters are taken into account. It explains the expedience of reducing the problem of management of starch glue pasting process to the problem of fuzzy multistage manufacturing process management, where the state evolution of each stage is characterized by a fuzzy relation. Solution of the problem is reduced to the solution of t he functional Bellman equation. For the purposes of the knowledge bases development in connection with the considered subject area the algorithm for constructing of a set of preferred states is applied. Search and choice of optimal solution of the problem as a service is performed by applying a multi-step search alternatives algorithm. Software environment of manufacturing process quality control of paperboard products allows to monitor violations of technological regulations, to identify the causes of actual quality value deviations from value standards, to search and select the optimal variant for the process supporting solution in accordance with the process requirements.
Аннотация:В работе рассматриваются подходы к организации регулирования качества продукции с учетом специфики бумажно-картонного производства, использующего вторичное волокнистое сырье, на основе применения комплекса программных средств. Предложен алгоритм функционирования системы регулирования качества на примере управления процессом приготовления крахмального клея с учетом наиболее распространенных оценочных параметров качества. Обоснована целесообразность сведения задачи управления технологическим процессом к задаче управления нечетким многостадийным производственным процессом, где эволюция состояния каждой стадии характеризуется некоторым нечетким отношением. Решение задачи сведено к решению функционального уравнения типа Беллмана. Для формирования базы знаний по рассматриваемой предметной области применяется метод построения множества предпочтительных состояний. Поиск и выбор оптимального варианта решения поставленной задачи в виде сервиса осуществляется путем применения многошагового алгоритма поиска альтернатив. Программный комплекс регулирования качества при производстве бумажно-картонной продукции позволяет отслеживать нарушения технологического регламента, выявлять причины отклонений фактических значений показателей качества от нормативных, осуществлять поиск и выбор оптимальных вариантов решения задач поддержки процесса в соответствии с технологическим регламентом.
| Authors: Emelyanova, I.I. (emelyanova-123@yandex.ru) - Tver State Technical University, Tver, Russia, B.V. Palyukh (irina.egereva@gmail.com) - Tver State Technical University, Tver, Russia, Ph.D, I.A. Egereva (irina.egereva@gmail.com) - Tver State Technical University, Tver, Russia, Ph.D | |
| Keywords: recycled raw fibers, software environment, process automation, optimal control, information retrieval, the functional bellman equation, fuzzy multi-step process |
|
| Page views: 8653 |
Print version Full issue in PDF (5.36Mb) Download the cover in PDF (1.03Мб) |
Nowadays, the use of recycled raw fibers is increased in the paper industry when manufacturing of a wide range of products: newsprint papers, corrugated components (testliner and fluting), box and containerboards, packaging and sanitary kinds of papers [1, 2]. Finished product quality meets a range of requirements defined in the specifications (for example, the surface absorption, the edgewise compression strength, the absolute bursting strength, and others). Required quality is achieved through the selection of chemicals involved in the preparation of water-fibrous pulp, maintaining of the required acidity level of water-fibrous suspension (paper pulp) furnishing, technological processes improvement at all stages of production, process conditions adaptation, etc. The analysis of the products quality and the diagnostics of the deviation reasons from the preset parameters reveals a vast number of interconnections of the result indexes from the process conditions, the source raw material characteristics, the concentration of the substances involved in the process, the level of compliance with the regulations, etc. In addition, technologists, operators and managers have to deal with hard formalized information in the of decision making process.
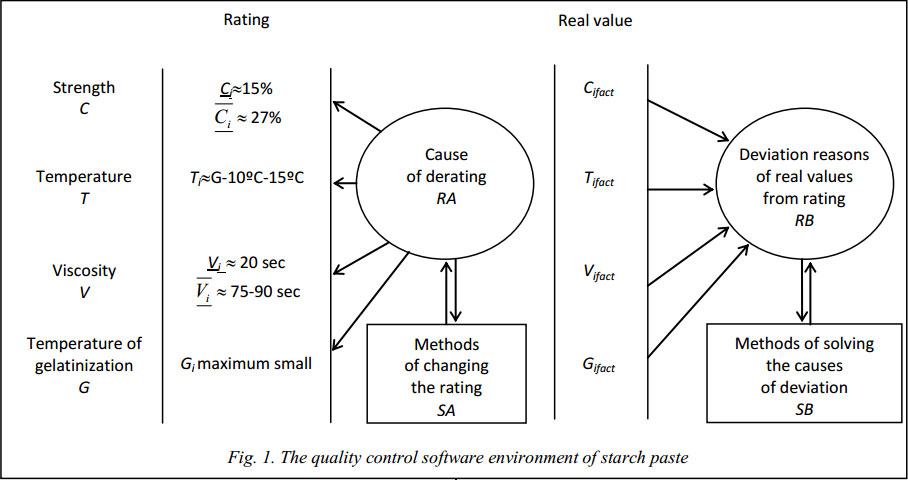
The quality control software environment presented in this work is aimed at solving problems of control process optimization in paper and paperboard products manufacturing on the basis of recycled fiber raw materials. Due to the fact that there is no similar software currently, the development of customized design solutions for managing processes in paper and cardboard production is an urgent task. Setting up a problem of quality control Let`s consider the problem of the quality control in the context of the starch glue pasting process. According to the finished product specifications paper and cardboard industries focus on the degree of hydrophobicity of finished products, the bond strength of paper and paperboard as well as the strength of adhesive joints [3]. Adhesive joint affects such properties as resistance to bending moment and the vertical compression, tensile strength, bursting strength, water resistance, etc. Furthermore, the quality of the starch glue and the speed of splicing dependent on it determine the speed of the corrugator. During the process of starch glue preparation the following regulations are observed [4, 5]: the change of pasting should be in progress in small steps with careful observation of the changes; the change of the glue components number should be carried out at a constant quantity of water; if it is necessary to reduce the viscosity of the adhesive you should try first rapid mixing, and only then dilution with very small slugs of water; the most reliable way to increase the viscosity of the adhesive is mixing with newly pasted party of obviously thicker glue. From all has been said it follows that glue formulation is not fixed. A technologist must constantly adjust the glue composition and process of its preparation, take into account changes in the external factors so that the parameters of the finished glue remain within tolerances and provide production of the corrugated board of consistent quality. Quality control of starch glue is carried out by measuring the parameters: strength (C), temperature (T), viscosity (V) and temperature of gelatinization (G) (fig. 1).
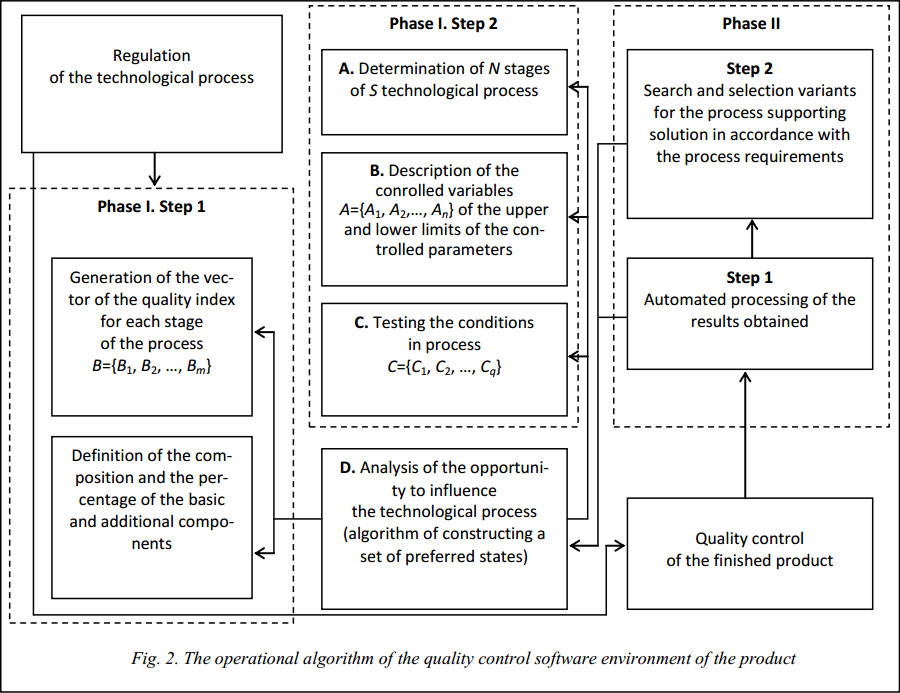
It is necessary to develop a software environment to regulate quality indicators in the context of the manufacturing of starch glue. It should take into account the specified limits for each parameter Ci, Ti, Vi, Gi and allow identifying the reasons for the deviation of the real value quality from the specified RB, ways to eliminate the reasons of SB parameters deviations and identify ways of interval boundaries extension of the acceptable values for each of the SA indicators, taking into account the reasons of the restrictions of the rating RA. The operational algorithm of the quality control software environment For simplicity, we consider the quality control system for each stage of the manufacturing process in terms of the starch glue preparation process. We define controlled variables in the form of vectors: A = {A1, A2, ..., An} being the vector of the starch paste quality index, B = {B1, B2, ..., Bm} being the vector of the input parameters at the stage N, C = {C1, C2, ..., Cq} being the vector of the historical data at the process stage. The operational algorithm of the quality control software environment is shown in figure 2.
First phase. At this stage, according to the regulations we define the composition and the percentage of various components of starch glue as basic (e.g. water, starch grains, gelatinized starch, borax, caustic soda, etc.) and additional (latex rubber, resins, and etc.). We determine the amount of N, the sequence of S steps of the manufacturing process that uses recycled materials. In addition, the requirements of the process regulations (A) should be taken into account. For each phase we identify the controlled variables A = {A1, A2, ..., An}, set upper and lower limits of the parameters (B). We determine the process conditions that affect finished product quality parameters C = {C1, C2, ..., Cq} (C). Using the method of preferred states set constructing [6], as well as the motivational management techniques [7] we are able to influence the process conditions (e.g., temperature, humidity, time, etc.), to change the recipe of cooking the starch glue (e.g., used substances, their concentration, the selection of analogs of chemicals, etc.) (D). Let`s consider the quality control problem in the context of the starch glue manufacturing in the production of paper and cardboard products based on recycled fiber raw materials. It is appropriate to reduce it to the fuzzy multi-step process management problem. Let`s consider the multi-step process presented in figure 3.
Let X be the state space of the process, and U – the control space. Here we assume that X and U are solid topological spaces. Let x0ÎX be the process state at the inlet of the first stage. In response to the use of the optimal control u0ÎU at the output of the first stage the state x1ÎX yet unknown is formed. It is known in advance only that the variables x0, u0, x1 are interconnected with the membership function By a similar way, if the xn-1ÎX is the process state in the input of the n stage, n=1, …, N, where N – a number of steps, then as the result of using of the optimal control un-1ÎU at the output of the n stage condition xnÎX is formed. Variables xn-1, un-1, xn are interconnected with the membership function Let`s assume that the goal of control is characterized by fuzzy goal set G in X space with the membership function mG. We also assume that all functions u0, u1, …, xN-1 (1) of set of points U, maximizing compliance of fuzzy goal G, provided that the initial state x0 is set. Thus, the fuzzy set G is a control objective and the problem is to find a control sequences (1), providing the maximum degree of membership of the condition x0 to the fuzzy set G under the condition that the evolution of process is described by the composition of fuzzy sets S1, …, Sn and G. By means of congruence
let`s consider the fuzzy set DN–n in the space X. Let`s assume that in this context fN–n is a membership function of DN–n. Let it be so fN(xN)=mG(xN). (3) Then in accordance to the Bellman's optimality principle
According to (2)–(4) it is easy to see that value f0(x0) gives maximum of the desired degree of compliance of fuzzy goal G provided that at the starting moment the system was in the condition x0. Remark. Since spaces X and U are compact, and all functions Second phase. Part I. At this stage there provides the data processing potential obtained in the process of manufacturing of products in order to obtain the necessary information about possible deviations of this process, the reasons of the deviation of the received data from the preset data, and ways to prevent those or other consequences caused by deviations from the technological requirements. Part II. Taking into consideration the volume and completeness of the implementation of paragraph D of the first stage, the quality control software environment performs functions of searching possible solutions (or services) to correct conditions in the process. On account of [8] the main elements of the decision making process are set of alternatives, set of limitations and goals, putting each alternative in compliance win (or loss), which will result from choosing this alternative. It is important that the objectives and limitations are considered as fuzzy sets in the space of alternatives. It gives the opportunity to drop distinctions between them in generating solutions. The decision in turn is defined as a fuzzy set in the space of alternatives. It is resulting from crossing of the set of objectives and limitations. The problem of constructing a system of search services in the frame of the quality control software environment in this paper is interpreted as the problem of constructing a multi-step algorithm. According to [9] we introduce the set X={x} – a set containing solutions {x1, x2, …, xn}. The fuzzy set Yx={yx} contains a semantic description of each option (service) available in the software environment of quality control. The fuzzy set Hx={hx} contains a parametric description of services. A request to the system is formulated in the semantic form consisting of sets: Zx1={zx1} – the set of terms from the search box, Zx3={zx3} – the additional set of the synonym words, Zx3={zx3} – the additional set of similar in value and close to the meaning of the words and is a set Zx={zx} or Zx=Zx1ÈZx2ÈZx3. Solution is a set of services Dx generated during the operation of the multi-step system of search of the alternatives, which meets the requested requirements as high as possible. Following [8], we represent the solution as merging of objectives and limitations. Implementation of the quality control software environment algorithm Software implementation is done in form of “Quality control in the paperboard products manufacturing process” within the corporate information management system of industrial enterprise. Flowchart of the developed software product is shown in figure 4.
The quality control system performs the following functions: – provides an opportunity to implement interconnection of the stages of the process through shared documents and directories; – allows controlling the sequence of stages of the manufacturing process in accordance with the process regulations; – allows recording the controlled values during the stages of the process; – provides the ability to track and analyze the dynamics of the controlled variables; – provides an opportunity to search and select variant for the adjustment of process in the service directory; – provides an opportunity to form plates of documents containing information about the process and taken adjustments to improve the efficiency of the manufacturing process. DBMS Adaptive Server Anywhere 11.0F is used for prototyping of the software environment of quality control and Delphi 7 is selected as a mean of development and design, Help @ Manual 6.4.1 is used for writing and compiling the help-files. The software environment gives an opportunity to control and regulate the quality of the finished product, to analyze the causes of actual values deviations of the parameters from regulated ones, to detect possible violations of the process, to offer options of adjustments of products cooking, etc. The above is aimed to improve quality of product at all stages of the process that in turn leads to the possibility of improving the quality of finished products in paper and paperboard production. Conclusion The proposed algorithm of the quality control software environment functioning in the paper and paperboard products manufacturing process can handle data obtained from monitoring the quality characteristics; analyze the quality at the intermediate stages of the cooking process. In addition, the system allows you to search and select optimal solutions for problems arising while analyzing the effectiveness of the process stages. Reduction of the quality control problem to the problem of fuzzy multistage manufacturing process management enabled us to formulate the control action of the process under consideration. References 1. Vanchakov M.V., Kuleshov A.V., Konovalova G.N. Tekhnologiya i oborudovanie dlya pererabotki makulatury [Technology and equipment for paper recycling]. Study guide, 2nd ed., St. Petersburg, St. Petersburg State Technological Univ. of Plant Polymers Publ., 2011, 84 p. 2. Dulkin D.A., Spiridonov V.A., Komarov V.I. Sovremennoe sostoyanie i perspektivy ispolzovaniya vtorichnogo volokna iz makulatury v mirovoy i otechestvennoy industrii bumagi [Current state and prospects of using recycled fiber from waste paper in foreign and local paper industry]. Arkhangelsk, Arkhangelsk State Technical Univ. Publ., 2007, 1118 p. 3. Kopyltsov A.A. Value of starch type and the cationization method when using cationic starch in paper manufacturing. Tsellyuloza. Bumaga. Karton [Pulp. Paper. Board]. 2006, no. 2, pp. 40–43. 4. Blinushova O.I., Dulkin D.A., Koverninskiy I.N. Influence of glue and starch mass fractions interaction on test-liner quality. Sovremennye massopodgotovitelnye sistemy bumazhno-kartonnogo proizvodstva. Sb. trudov [Modern molded pulp systems of paper and board manufacturing. Proc. of St. Petersburg State Technological Univ. of Plant Polymers]. St. Petersburg, 2009, pp. 41–54. 5. Whistler R., Paschall E. Starch: chemistry and technology. NY and London, Academic Press, 1967 (Rus. ed.: Khimiya i tekhnologiya krakhmala. Promyshlennye voprosy. Moscow, Pishchevaya promyshlennost Publ., 1975, 411 p.). 6. Vinogradov G.P. Individualnoe prinyatie resheniy: povedenie tseleustremlennogo agenta [Individual decision-making: behavior of purposeful agent]. Monograph, Tver, Tver State Tech. Univ. Publ., 2011, 164 p. 7. Palyukh B.V., Egereva I.A. Improving the enterprise functioning based on motivational fund allocation methodology. Programmnye produkty i sistemy [Software & Systems]. 2007, no. 1, pp. 41–42. 8. Bellman R., Zade L. Prinyatie resheniy v rasplyvchatykh usloviyakh [Decision making under fuzzy conditions]. Moscow, Mir Publ., 1976, pp. 173–215. 9. Palyukh B.V., Egereva I.A. Multistep alternatives search in an information catalogue. Programmnye produkty i sistemy [Software & Systems]. 2013, no. 3, pp. 291–295. Литература 1. Ванчаков М.В., Кулешов А.В., Коновалова Г.Н. Технология и оборудование для переработки макулатуры. СПб: Изд-во СПб гос. технолог. ун-та растит. полимеров. 2011. URL: http://nizrp.narod.ru/texnoborudpererabmakul2_.pdf (дата обращения: 04.04.2014). 2. Дулькин Д.А., Спиридонов В.А., Комаров В.И. Современное состояние и перспективы использования вторичного волокна из макулатуры в мировой и отечественной индустрии бумаги. Архангельск: Изд-во АГТУ, 2007. 1118 с. 3. Копыльцов А.А. Значение типа крахмала и способа катионизации при использовании катионного крахмала в производстве бумаги и картона // Целлюлоза. Бумага. Картон. 2006. № 2. C. 40–43. 4. Блинушова О.И., Дулькин Д.А., Ковернинский И.Н. Влияние взаимодействия фракций массы с клеем и крахмалом на качество тест-лайнера // Современные массоподготовительные системы бумажно-картонного производства: сб. тр. СПб: Изд-во ГТУРП, 2009. С. 41–54. 5. Химия и технология крахмала. Промышленные вопросы; [под ред. Р.Л. Уистлера и Э.Ф. Пашаля; пер. Н.Н. Трегубова]. М.: Пищевая пром-сть, 1975. 411 с. 6. Виноградов Г.П. Индивидуальное принятие решений: поведение целеустремленного агента: науч. моногр. Тверь: Изд-во ТГТУ, 2011. 164 с. 7. Палюх Б.В., Егерева И.А. Повышение эффективности функционирования предприятия на основе методики распределения мотивационного фонда // Программные продукты и системы. 2007. № 1. С. 41–42. 8. Беллман Р., Заде Л. Принятие решений в расплывчатых условиях: В кн.: Вопросы анализа и процедуры принятия решений. М.: Мир, 1976. С. 173–215. 9. Палюх Б.В., Егерева И.А. Многошаговая система поиска альтернатив в информационном каталоге // Программные продукты и системы. 2013. № 3. С. 291–295. |

 (x0, u0, x1) using fuzzy relations of S1. Herewith after the end of the first stage the actual state of the process x1 is accessible to observation.
(x0, u0, x1) using fuzzy relations of S1. Herewith after the end of the first stage the actual state of the process x1 is accessible to observation. (xn-1, un-1, xn) using fuzzy relationship of Sn.
(xn-1, un-1, xn) using fuzzy relationship of Sn. are continuous in their domain. The management problem is to find a sequence
are continuous in their domain. The management problem is to find a sequence n=1, …, N (2)
n=1, …, N (2)
 n=1, …, N. (4)
n=1, …, N. (4) are continuous, it is easy to see that the maximum in (4) is achievable for all n.
are continuous, it is easy to see that the maximum in (4) is achievable for all n.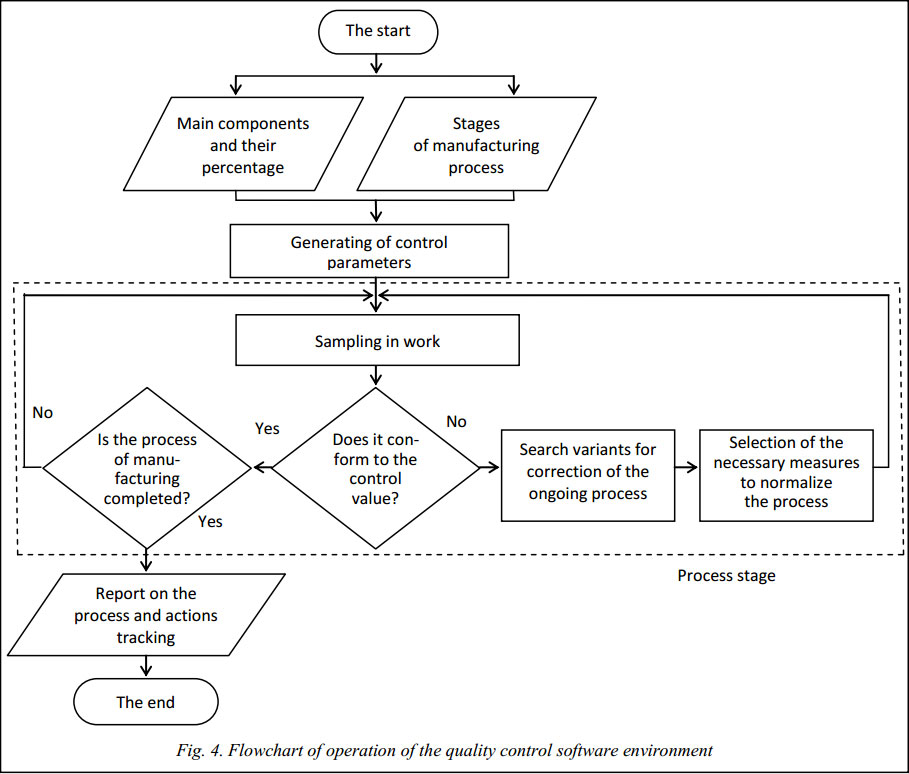
| Permanent link: http://swsys.ru/index.php?page=article&id=3875&lang=en |
Print version Full issue in PDF (5.36Mb) Download the cover in PDF (1.03Мб) |
| The article was published in issue no. № 3, 2014 [ pp. 152-157 ] |
Perhaps, you might be interested in the following articles of similar topics: