Journal influence
Bookmark
Next issue
Abstract:
Аннотация:
| Author: () - | |
| Ключевое слово: |
|
| Page views: 13596 |
Print version |
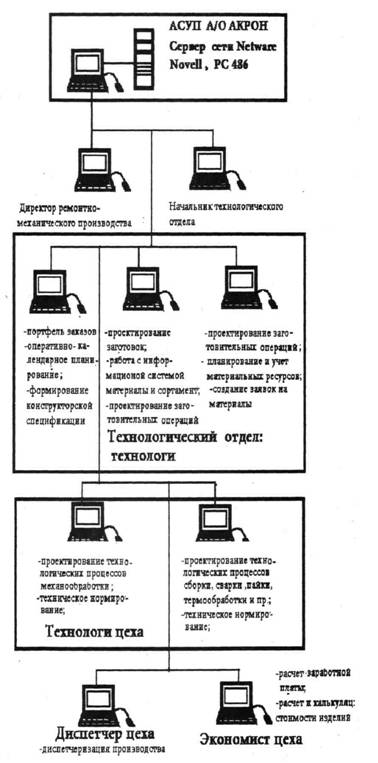
Очередным шагом в процессе разработки систем автоматизации инженерного труда (САЕ), автоматизированного проектирования (САD) и управления производством (САМ) является создание комплексных интегрированных систем CAE/CAD/CAM, работающих под управлением СУБД в локальных вычислительных сетях (ЛВС). Для удовлетворения разнообразных требований современных технологий творческим коллективом преподавателей, студентов и технологов кафедры Технология машиностроения Новгородского государственного университета и ремонтно-механического производства АО "Акрон" г. Новгорода разработана интегрированная система САЕ/САD/САМ.1 Система разработана на языке СУБД FохРго и может функционировать как на отдельных персональных компьютерах (РС), так и в локальной сети РС под управлением Novell NetWare. Общая блок-схема системы приведена на рисунке 1. Основной идеологией данной системы является комплексное решение конструкторских, технологических, организационных и экономических задач от стадии проектирования до стадии производства. Проведенный авторами анализ показал, что эффект от внедрения компьютерных технологий для решения локальных задач, например диспетчеризации производства или расчета себестоимости изделия, невелик. Поэтому в дальнейшем при разработке системы использовался комплексный подход с использованием единой иерархической базы данных на сервере локальной сети (рис. 2), а также распределенных баз данных на отдельных компьютерах. Основными отличительными особенностями системы являются: • комплексность, универсальность и возможность решения широкого круга задач, взаимосвязанных друг с другом; • система является системой генерирующего типа: большинство проектных решений, выходных документов синтезируется автоматически, без участия конструктора или технолога, при этом используется минимальное количество входной информации, заданной с чертежа; • интеллектуальность (система содержит набор правил, баз знаний, что позволяет автоматически формировать проектные решения и освобождать пользователя от рутинной работы, при этом, как правило, выбирается оптимальное решение с учетом технологических ограничений); • работа в ЛВС с использованием реляционной СУБД FOXPRO. 1 В статье использованы материалы науч.- техн. конф. Секц. новых технологий: Актуальные проблемы фундаментальных наук (Московский госуд. техн. ун-т). /Тихонов Н.И., Лазуко И.В., Степанов В. А. Комплексная система проектирования технологических процессов на основе искусственного интеллекта-М.,1991.-С.5-7.
Рис.1. Архитектура локальной вычислительной сети САПР
ПОРТФЕЛЬ ЗАКАЗОВ В этом модуле осуществляется регистрация заказа как документа, который в дальнейшем сопровождает его в процессе изготовления. При этом реализуются следующие функции: анализ информации о заказчиках; - анализ портфеля заказов в режиме диалога; - оперативное отслеживание и отображение фактического состояния выполнения заказов; - классификация заказов по типам изделий, заказчикам и номерам заказов; - регистрация, учет и хранение поступивших на производство заказов; - оперативно-календарное планирование заказов; - ведение архива заказов; - оперативный поиск заказов в архиве заказов по различным ключам поиска: по цехам-заказчикам, по номеру заказа, по номеру чертежа, по дате запуска заказа в работу; - удаление из архива старых заказов. ФОРМИРОВАНИЕ КОНСТРУКТОРСКОЙ СПЕЦИФИКАЦИИ Данный модуль поддерживает актуальную документацию на изделия, включая их конструкторские спецификации, типовые стоимости и конструкторские изменения на основе спроектированных конструктором чертежей. Чертежи могут быть разработаны в любой CAD-системе. В этой системе осуществляется формирование конструкторской спецификации как документа, который в дальнейшем используется как в процессе конструирования, так и в процессе изготовления. Предусмотрена возможность организации четырехуровневой иерархической структуры изделия по схеме: изделие-узел-подузел-подузел-подузел. На каждом уровне формируются базы данных по подузлам, деталям, стандартным изделиям, материалам и комплектующим. Для стандартных изделий, материалов и комплектующих сформированы базы данных, которые поддерживают диалог проектировщика в процессе проектирования, а также имеют возможность пополнения по мере поступления новых стандартных изделий, материалов и комплектующих. Система может взаимодействовать совместно с базами данных чертежей системы AutoCAD или другими CAD-системами. В любой момент работы с конструкторской спецификацией пользователь имеет возможность посмотреть, откорректировать, вывести на печать и записать в архив введенную информацию. При записи в архив конструкторской спецификации имеется возможность ее поиска для последующей работы и корректировки по одному из следующих ключей: код заказа, код цеха-заказчика, номер чертежа узла. Кроме того, пользователь имеет возможность создания новой спецификации на основе уже существующей в соответствующем архиве, а затем лишь стоит ввести необходимые изменения. По окончании процесса формирования конструкторской спецификации производится автоматическое разузлование изделия, которое служит в дальнейшем для расчета общего количества одинаковых узлов, подузлов, деталей стандартных изделий, материалов и комплектующих, входящих в различные подузлы одного и того же узла. Это необходимо также для использования в других подсистемах проектирования, таких как диспетчеризация производства, расчет стоимости изделий, планирование и учет материальных ресурсов, описываемых ниже. ПРОЕКТИРОВАНИЕ ЗАГОТОВОК Модуль обеспечивает проектирование как единичных, так и групповых заготовок с автоматическим назначением припуска на заготовку на заготовительных переходах и на последующую механическую обработку. Блок принятия решений генерирует набор межоперационных размеров в зависимости от класса объекта и вида сортамента или способа получения заготовки с учетом специфических особенностей заготовительных переходов. При настройке блока принятия решения используется таблица правил определения припусков с учетом специфики существующего производства и концептуальной схемы модели. На основе синтеза межоперационных размеров автоматически формируются окончательные размеры заготовки, которые могут быть откорректированы технологом до ближайших стандартных значений размеров сортамента. При расчете размеров заготовки в случае обработки давлением учитывается условие постоянства объема материала заготовки и условие неразрывности деформации. В случае групповой заготовки определяется остаток материала. Модуль проектирования заготовки интегрируется с модулем информационно-поисковой системы "Материалы и сортамент", который содержит необходимую информацию для выбора как материалов, так и стандартных типоразмеров (рис. 1 и 2). ИНФОРМАЦИОННО-ПОИСКОВАЯ СИСТЕМА (ИПС) "МАТЕРИАЛЫ И СОРТАМЕНТ" Система "Материалы и сортамент" имеет иерархическую распределенную структуру баз данных, работающих на основе SQL запросов FoxPro и содержит до 10 уровней подчиненности с поиском информации в диалоговом режиме по следующей схеме: группа материалов -подгруппа материалов - вид профиля проката - способ получения - точность - качество поставки - типоразмеры сортамента - механические свойства - химсостав. В результате система полностью автоматически формирует обозначение материала и сортамента заготовки и код материального ресурса по группам. Полное обозначение материала, сортамента и кода материального ресурса по группам используется в следующих технологических Документах: ведомостях спецификации заготовок, маршрутно-операционных картах технологических операций (в том числе и заготовительных), ведомостях норм учета и расхода материальных ресурсов при планировании и расчете стоимости изделий. Базы данных используют весь существующий спектр материалов, включая также и неметаллические материалы - пластмассу, резину и т.д., и являются открытыми, то есть могут наращиваться. ПРОЕКТИРОВАНИЕ ЗАГОТОВИТЕЛЬНЫХ ОПЕРАЦИЙ Модуль обеспечивает проектирование технологических процессов в заготовительном производстве с автоматическим назначением припуска на заготовку на заготовительных переходах и на последующую механическую обработку. Система включает класс объектов в виде конструкторско-технологических модулей и связанных с ним блоком принятия решений. Блок принятия решений генерирует набор межоперационных размеров в зависимости от класса объекта и вида сортамента или способа получения заготовки с учетом специфических особенностей заготовительных переходов. При настройке блока принятия решения используется таблица правил определения припусков с учетом специфики существующего производства и концептуальной схемы модели. Система формирует структуру и состав операций и переходов в диалоговом режиме. Полностью автоматически выбирает оборудование, оснастку и инструмент для заготовительных операций, а также осуществляет техническое нормирование заготовительных операций. Система содержит мощную базу знаний по заготовительным операциям и переходам: отрезка заготовок различными способами, литье, ковка, штамповка, различные способы резки и т.д. Операции и переходы являются объектно-зависимыми от вида и конструкции конкретной заготовки. Генерация структуры и состава техпроцесса со всеми его параметрами, а также маршрутной карты осуществляется полностью автоматически на основе механизма логического вывода. Спроектированная технология получения заготовок записывается в архив заготовительных операций, выводится по мере необходимости на экран для просмотра и корректировки, а затем распечатывается в виде маршрутной карты заготовительных операций. Режим работы с архивом предоставляет пользователю широкий набор возможностей: просмотр, корректировку, удаление, вывод на печать, формирование новой технологии на основе существующей и т.д. Модуль "Проектирование заготовительных операций" интегрируется в локальной сети с модулем информационно-поисковой системы "Материалы и сортамент", а также с модулем "Проектирование заготовки" (рис. 1 и 2). ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ Модуль проектирования технологических процессов является ядром всей системы (рис. 1 и 2). Исходной информацией служат данные о заготовке и о заготовительной операции со всеми необходимыми атрибутами, которые поступают из модуля проектирования заготовки. Для проектирования технологических операций сборки и для групповых операций (для группы деталей, входящих в сборку) обеспечивается информационная поддержка из модуля "Формирование конструкторской спецификации" изделий. Система охватывает широкий спектр операций механосборочного производства, среди которых выделены следующие группы (классы): - обработка резанием; - слесарные операции; - сварочные; - термические и химико-термические; - гальванические и т.д. В зависимости от группы операции системой выделяются объекты-операции и переходы, которые выбираются технологом на основе разработанной им структуры техпроцесса. Активная роль в начале проектирования принадлежит технологу. Технолог помогает системе выделить технологический переход, связанный с конструкторско-технологическим объектом, например конус или сфера, а далее блок принятия решений автоматически синтезирует концептуальную модель переходов с автоматическим расчетом межоперационных размеров, припусков и числа проходов. Система обладает элементами искусственного интеллекта, то есть она предлагает свой, как правило, оптимальный вариант решения по принципу "делай так, как я предполагаю". В случае, если возможно несколько решений, технолог может откорректировать решение из набора альтернативных подсказок системы. Например, при использовании конструкторско-технологического объекта "резьба наружная" для перехода "точить и нарезать резьбу резцом" и ввода данных системой будет предложен следующий набор технологических переходов: - точить начерно; - точить чисто; - точить канавку; - снять фаску; - нарезать резьбу резцом. При этом данные с чертежа вводятся только один раз, а все промежуточные размеры и технологическая размерная цепь формируются автоматически на основе базы знаний. Далее на основе этой же базы система автоматически выбирает следующие атрибуты технологического процесса: модель станка, режущий инструмент, мерительный инструмент, схему базирования, приспособление. Результаты решения предлагаются технологу для анализа. В случае необходимости технолог может откорректировать решение на любом уровне -либо до генерации техпроцесса, либо после. Затем система автоматически определяет технически обоснованные нормы времени так же, как и при заготовительных операциях на основе укрупненной обобщенной модели трудозатрат по составляющим. Результаты заносятся в маршрутно-операционную карту, которая генерируется автоматически по стандартной форме ГОСТ 3.1118-82 "Формы и правила оформления маршрутных карт". При необходимости данные могут быть откорректированы в любом виде текстовым редактором системы. При проектировании могут быть использованы два различных подхода: • метод анализа технологического процесса по прототипу из набора разработанных техпроцессов; • метод синтеза - проектирование нового технологического процесса. В настоящее время авторами ведутся работы по автоматическому распознаванию конструкторско-технологических образов (элементов) деталей на основе чертежа, разработанного в CAD-системе, например AutoCAD. Это позволит проектировать любой технологический процесс в автоматическом режиме с минимальным участием технолога. ДИСПЕТЧЕРИЗАЦИЯ ПРОИЗВОДСТВА Модуль "Диспетчеризация производства" служит для автоматизированного отслеживания выполнения заказа и для решения задач планирования и управления в цехе. Он предназначен прежде всего для диспетчеров цеха и руководителей подразделений (рис. 1). Данная подсистема состоит из следующих программных модулей: обработка текущей информации, текущие заказы, выполненные заказы, накопительная ведомость, редактирование списка рабочих. Модули в целом образуют интегрированную систему планирования производства и управления производственным процессом со сквозной передачей данных из модуля "Проектирование технологических процессов". На основе информации о текущем состоянии работ и загрузке мощностей можно оценить возможности выполнения конкретного заказа в запланированные сроки, также выявить "узкие" места производства с целью форсирования их выполнения. РАСЧЕТ СТОИМОСТИ ИЗДЕЛИЙ Этот модуль формирует в автоматизированном режиме следующие документы: сдаточную накладную готовой продукции по состоянию на текущую дату, накладную для сбыта продукции сторонним организациям, калькуляцию затрат на изготовление оборудования по заказу, протокол утверждения оптовой цены, смету расходов на содержание вспомогательного цеха (годовую и квартальную), смету цеховых расходов (на год и квартал). ПЛАНИРОВАНИЕ МАТЕРИАЛЬНЫХ РЕСУРСОВ Данная подсистема предназначена для получения в автоматизированном режиме спецификаций к узлам и сборочным единицам с одновременным анализом и учетом расходуемых материалов с выдачей документов по соответствующим формам, а также номенклатурного-годового плана и сводной годовой заявки на материалы. Система позволяет также сформировать заявку на материалы в случае отсутствия их на складе. Применение современных информационных технологий в ремонтно-механическом производстве АО "АКРОН" г. Новгорода позволило существенно сократить сроки технологической подготовки и повысить качество проектирования. Система успешно функционирует на производстве свыше трех лет и получила признание у конструкторов, технологов, диспетчеров, экономистов, мастеров участков и руководителей высшего звена. Система используется также в учебном процессе для проведения занятий по дисциплинам САПР ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ и ОСНОВЫ САПР с целью изучения интегрированной системы автоматизированного конструкторско-технологического проектирования (типа CAD/CAM/CAE) и использования CAD/CAM/CAE систем в курсовых и дипломных проектах по технологии машиностроения, а также при решении задач управления, экономики и планирования. При изучении используется программно-методический комплекс для интегрированных систем автоматизированного конструкторско-технологического проектирования, разработанной на кафедре Технология машиностроения Новгородского государственного университета. |

| Permanent link: http://swsys.ru/index.php?page=article&id=1058&lang=&lang=en |
Print version |
| The article was published in issue no. № 1, 1996 |
Perhaps, you might be interested in the following articles of similar topics:
- Инженерная программа трехмерного моделирования магнитных систем LittleMag
- Программные средства автоматизации приборостроительного производства изделий радиоэлектронной аппаратуры
- Использование матричных квадродеревьев для хранения площадных картографических объектов
- Инструментальные и программные средства построения сетевых моделей
- Комплекс программных средств для аналитических иерархических процессов экспертного оценивания
Back to the list of articles